كيفية قطع الفولاذ المقاوم للصدأ بشكل مثالي باستخدام قاطع الليزر الليفي؟
2026-05-20




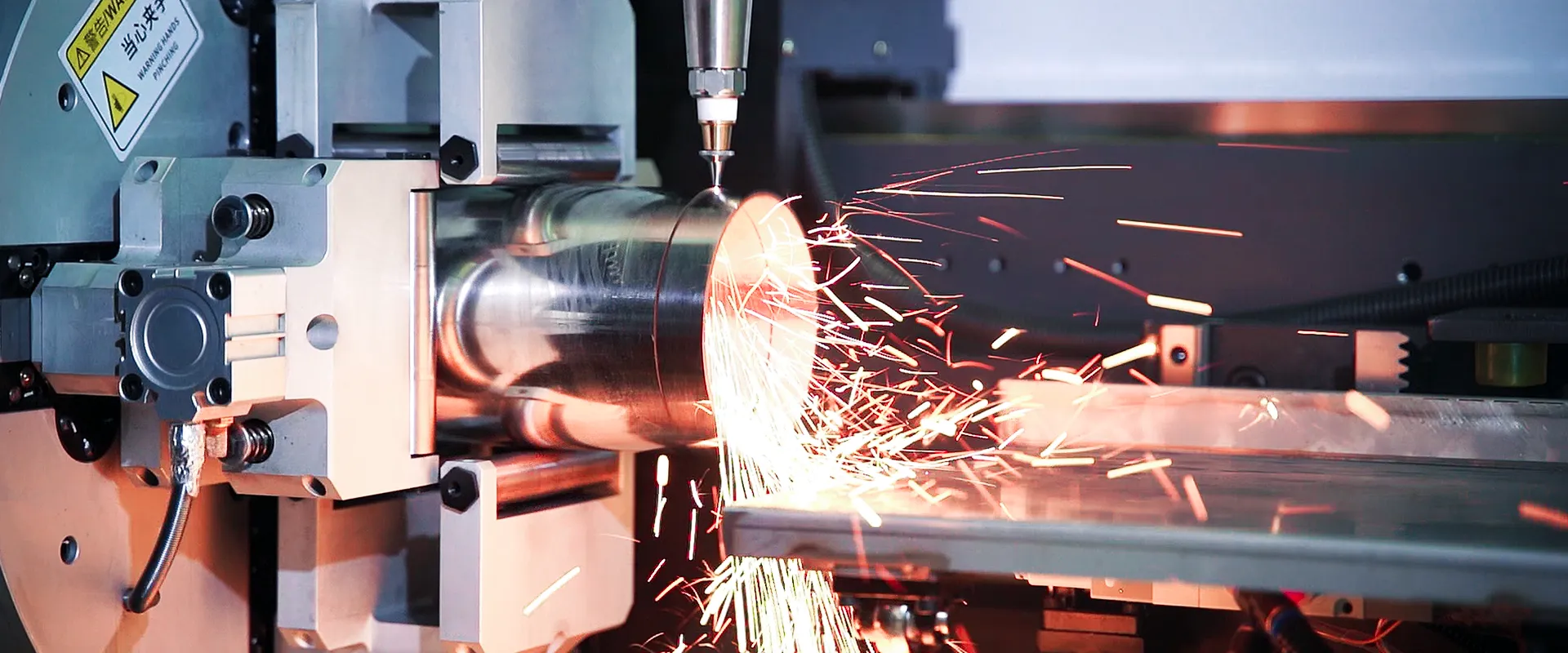
عند قطع الفولاذ المقاوم للصدأ باستخدام قاطع الليزر، هل تواجه مشاكل مثل النتوءات الزائدة، والحواف الخشنة، والتشوه الحراري الكبير، وبطء سرعة القطع؟ لا تزيد هذه المشاكل من تكلفة عمليات التجليخ اللاحقة فحسب، بل تؤثر أيضًا على جودة المنتج ومواعيد التسليم.
إذا كنت ترغب في حل هذه المشاكل، فاقرأ هذه المدونة. ستتعلم كيفية الحصول على قطع عالي الجودة للفولاذ المقاوم للصدأ باستخدام قاطع ليزر الألياف.
لماذا يُعدّ قطع الفولاذ المقاوم للصدأ أمراً صعباً للغاية؟
بالمقارنة مع قطع الفولاذ الكربوني، تواجه آلات القطع بالليزر تحديات أكبر بكثير عند قطع الفولاذ المقاوم للصدأ، ويرجع ذلك أساسًا إلى الخصائص التالية:
موصلية حرارية عالية: يتميز الفولاذ المقاوم للصدأ بموصلية حرارية أقل من الفولاذ الكربوني، مما يؤدي إلى تراكم الحرارة بسهولة أكبر في منطقة القطع. ورغم أن هذا يساعد في صهر المادة، إلا أنه يزيد أيضًا من خطر اتساع المنطقة المتأثرة بالحرارة بشكل مفرط، واحتمالية حدوث تشوه في عملية القطع.
انعكاسية عالية: بالمقارنة مع الفولاذ الكربوني العادي، يتميز الفولاذ المقاوم للصدأ بمعدل امتصاص طاقة ليزر أقل ويتطلب استقرارًا أكبر في معايير العملية.
تأثير عناصر السبائك: وجود الكروم في الفولاذ المقاوم للصدأ يجعله شديد التفاعل مع الأكسجين عند درجات الحرارة العالية. في حال استخدام غاز حماية غير مناسب أو ضبط غير صحيح للمعايير، قد يؤدي ذلك إلى أكسدة شديدة وتغير لون السطح المقطوع، مما يُضعف مقاومة المادة للتآكل.
العوامل الرئيسية المؤثرة على جودة قطع الفولاذ المقاوم للصدأ بالليزر
1. قوة الليزر
تُعدّ قوة ماكينة القطع بالليزر CNC العاملَ الأكثر أهميةً في تحديد قدرة وكفاءة قطع الفولاذ المقاوم للصدأ. فالقوة غير الكافية قد تؤدي إلى اختراق غير كامل أو سرعات قطع بطيئة للغاية؛ بينما تزيد القوة العالية من السرعة، إلا أنها تُوسّع المنطقة المتأثرة بالحرارة وتزيد من خطر تشوّه المادة.
2. سرعة القطع
تؤثر سرعة القطع بشكل مباشر على التوازن بين كفاءة الإنتاج وجودة القطع. فالسرعات العالية جداً تمنع خروج المعدن المنصهر بالكامل، مما يؤدي إلى تراكم الخبث في الأسفل وظهور نتوءات؛ وعلى العكس من ذلك، فإن السرعات المنخفضة جداً تتسبب في ارتفاع درجة الحرارة، وتوسيع المنطقة المتأثرة بالحرارة، وزيادة خشونة السطح.
3. موضع التركيز
يحدد موضع بؤرة الليزر توزيع كثافة الطاقة للشعاع على سطح المادة، مما يؤثر بشكل كبير على عرض القطع وخشونة السطح وتكوين النتوءات.
عند قطع صفائح الفولاذ المقاوم للصدأ الرقيقة، يتم عادةً ضبط التركيز على سطح المادة أو فوقه قليلاً لتحقيق قطع ضيق وسطح أملس.
عند قطع الصفائح السميكة، غالبًا ما يتم وضع نقطة التركيز داخل المادة لزيادة عرض المنطقة المنصهرة وتحسين إخراج المواد المنصهرة.

4. النيتروجين مقابل الأكسجين: أي غاز هو الأنسب لقطع الفولاذ المقاوم للصدأ؟
يستخدم النيتروجين والأكسجين بشكل شائع كغازات مساعدة لقطع الفولاذ المقاوم للصدأ، وهناك اختلافات كبيرة في أداء القطع والتطبيقات المناسبة لهما.
لكل منها مزاياها وعيوبها الخاصة، وهي مناسبة لسيناريوهات مختلفة:
| عامل المقارنة | القطع بالنيتروجين | قطع الأكسجين |
| آلية القطع | يصهر المادة باستخدام طاقة الليزر؛ وينفخ النيتروجين الخبث. | يصهر المواد باستخدام كل من طاقة الليزر والحرارة الناتجة عن تفاعل الأكسجين والحديد |
| جودة الحواف | خالٍ من الأكسيد، لامع، أبيض فضي؛ لا حاجة للمعالجة اللاحقة | طبقة مؤكسدة، سوداء أو زرقاء داكنة؛ تتطلب إزالة بالطحن |
| سرعة القطع | أبطأ | أسرع |
| تكلفة الوقود | أعلى | أدنى |
| سُمك القطع | صفائح متوسطة ورقيقة | يمكنه قطع ألواح أكثر سمكًا |
| قابلية اللحام | ممتاز؛ يمكن لحامه مباشرة دون معالجة | رديء؛ يجب إزالة طبقة الأكسيد قبل اللحام |
| أفضل التطبيقات | منتجات تتطلب مظهرًا عاليًا وقابلية عالية للحام | معالجة الألواح السميكة، حيث لا يُعد المظهر أمرًا بالغ الأهمية، وتُعطى الأولوية للكفاءة. |
لا يكون الأكسجين مجديًا اقتصاديًا إلا في عمليات القطع الخشنة ذات الحجم الكبير حيث لا يكون مظهر سطح القطع ومقاومة التآكل أمرًا بالغ الأهمية.
5. جودة المواد
تُعدّ الجودة الذاتية لصفائح الفولاذ المقاوم للصدأ عاملاً أساسياً يؤثر على جودة القطع. قد تختلف دفعات الفولاذ المقاوم للصدأ في تركيبها الكيميائي، وحالة سطحها، والإجهاد المتبقي فيها، وتتفاقم هذه الاختلافات أثناء عملية القطع بالليزر. وتكون الصفائح التي تحتوي على قشور كثيفة، أو تلوث بالزيت، أو خدوش على سطحها، عرضةً لعدم الاستقرار وتقلبات الجودة الموضعية أثناء القطع.
6. حالة الفوهة
يؤثر قطر الفتحة وشكلها الهندسي وتمركزها بشكل مباشر على استقرار تيار الغاز وكفاءة قذف المواد المنصهرة.
يجب الحفاظ على نظافة الفوهة وفحصها بانتظام. قد تتسبب الفوهة التالفة أو المشوهة في تدفق غاز مضطرب، مما يؤثر بشدة على جودة القطع، ويجب استبدالها على الفور.

كيفية الحصول على قطع خالٍ من النتوءات للفولاذ المقاوم للصدأ
يُعدّ القطع الخالي من النتوءات أحد الأهداف الأساسية في معالجة الفولاذ المقاوم للصدأ؛ إذ يُغني عن عمليات التجليخ اللاحقة ويُحسّن كفاءة الإنتاج بشكل ملحوظ. ويتطلب تحقيق القطع الخالي من النتوءات تحسينًا شاملًا للجوانب التالية:
1. اختيار الفوهة المناسبة
أولاً، اختر حجم ونوع الفوهة المناسبين بناءً على سُمك الفولاذ المقاوم للصدأ. عند قطع الفولاذ المقاوم للصدأ باستخدام النيتروجين، تأكد من استخدام فوهة أحادية الطبقة. بالإضافة إلى ذلك، قبل قطع الفولاذ المقاوم للصدأ بالليزر، افحص الفوهة للتأكد من عدم وجود أي تلف وتأكد من استدارتها بشكل صحيح.
2. قم بمطابقة طاقة الليزر وسرعة القطع بشكل صحيح
تنتج النتوءات غالبًا عن عدم التوافق بين قوة وسرعة ماكينات قطع المعادن بالليزر . إذا تراكم الخبث في الأسفل، يجب زيادة السرعة بشكل مناسب. أما إذا لم يتم قطع المادة، فيجب تقليل السرعة. ينبغي إجراء تعديلات المعلمات تدريجيًا.
3. التحكم في ضغط الغاز ونقائه
ينتج عن القطع بالنيتروجين حواف لامعة خالية من الأكسدة والنتوءات. يجب ألا تقل نقاوة النيتروجين عن 99.99%، ويجب ضبط الضغط وفقًا لسمك الصفيحة.
4. تأكد من وضع التركيز الصحيح
تُعدّ إعدادات التركيز غير الصحيحة السبب الأكثر شيوعًا لظهور نتوءات دقيقة ومنتظمة. بالنسبة للفولاذ المقاوم للصدأ ذي السماكات المختلفة، يجب تحديد موضع التركيز الأمثل من خلال الاختبار. عمومًا، كلما زادت سماكة الصفيحة، كلما انخفض مستوى التركيز المطلوب.
تتخصص شركة AORE Laser في البحث والتطوير وتصنيع قواطع الليزر CNC عالية الأداء، حيث توفر معدات قطع الفولاذ المقاوم للصدأ المصممة خصيصًا ودعمًا لعمليات التصنيع لشركات معالجة المعادن حول العالم. تواصل مع فريق AORE Laser لتقييم عملياتك واختيار الآلة المناسبة. سيقوم فريقنا الفني بترشيح أنسب حلول قطع الليزر بناءً على متطلبات المعالجة الخاصة بك، مما يساعدك على تحقيق جودة أعلى وكفاءة أكبر في معالجة الفولاذ المقاوم للصدأ.

التعليمات
س1: ما هو أفضل غاز يُستخدم لقطع الفولاذ المقاوم للصدأ؟
ج1: في معظم التطبيقات، يُعد النيتروجين الخيار الأمثل لقطع الفولاذ المقاوم للصدأ. فهو يُنتج حواف قطع لامعة وخالية من الأكسدة، ويمكن لحامها مباشرةً دون أي معالجة لاحقة. أما الأكسجين، فيُنصح باستخدامه فقط لزيادة سرعة القطع عند قطع ألواح يزيد سمكها عن 12 مم، وعندما لا يكون المظهر عاملاً مهماً.
س2: لماذا تظهر نتوءات دائمًا على الفولاذ المقاوم للصدأ بعد القطع؟
ج٢: تُعدّ النتوءات المشكلة الأكثر شيوعًا في قطع الفولاذ المقاوم للصدأ. تشمل الأسباب الرئيسية ما يلي: طاقة ليزر غير كافية، سرعة قطع مفرطة، ضغط غاز منخفض، بؤرة عالية جدًا، أو فوهة تالفة. يمكنك استكشاف الأخطاء وإصلاحها وضبط المعلمات واحدة تلو الأخرى بهذا الترتيب.
س3: هل يمكن لليزر ثاني أكسيد الكربون قطع الفولاذ المقاوم للصدأ؟
ج3: نعم، يمكن لليزر ثاني أكسيد الكربون قطع الفولاذ المقاوم للصدأ، ولكن فقط إذا كانت الآلة عبارة عن نظام صناعي عالي الطاقة مزود بغاز مساعد عالي الضغط.
س4: ما مدى دقة القطع بالليزر؟
A4: التفاوتات عادة ما تكون ±0.15 مم، اعتمادًا على المادة والسمك.